 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Процесс экструзии труб
Нинбо Fangli Technology Co., Ltd. является производителем механического оборудования с почти 30-летний опыт производства пластикового экструзионного оборудования, новые экологические защита и новые материалы оборудования. Здесь мы подготовили некоторые подробные введение в экструзионную обработку труб, а именно::
Труба – это трубка или полый цилиндр для транспортировка жидкости. Термины «труба» и «трубка» практически взаимозаменяемы. «Трубка» часто изготавливается по нестандартным размерам и может иметь более конкретные размеры и допуски, чем у трубы, в зависимости от применения. Термин «труба» также может применяться к трубам нецилиндрической формы (т. е. квадратным трубкам). Термин «Трубка» более широко используется в США, а «труба» — в других странах мира.
Труба может быть указана по стандартному размеру трубы. обозначения, такие как номинальный размер трубы (в США) или номинальный, внешний или внутренний диаметр и толщина стенки. Многие промышленные и государственные стандарты существуют по производству труб и трубопроводов.
Большинство труб изготавливаются методом экструзии. в соответствии с направлением экструзии, матрицы, калибровочного или калибровочного устройства или бак, бак водяного охлаждения, конвейер и нож, если необходимо, и снимите оборудование в конце линии. Линия может включать маркировочное устройство или испытательное устройство. Важным требованием является достаточно быстрое охлаждение экструдата. вблизи матрицы, сохраняя при этом контроль размеров и свойств.
В процессы входят различные методы контроля размеров/размеров, которые представляют собой свободно вытянутые расплавы (обычно для трубок малого диаметра) или особенности калибровки. Общая стоимость Производство труб может включать в себя материальные затраты до 80%. Цель всегда добиваться более жесткого контроля допусков для снижения расхода материала. Используются диски для калибровки размеров и/или толщины различной конструкции.
Сочетание свойств расплава, скорости Скорость линии, внутреннее давление воздуха и скорость охлаждения влияют на размер трубки. Коэффициент вытяжки расплава из фильеры в систему водяного охлаждения желоба напрямую зависит от конечного размера трубки. В зависимости от при переработке пластмасс соотношение колеблется от 4/1 до 10/1. Использование низких коэффициентов помогает минимизировать напряжения выдавливания, которые могут привести к проблемам, связанным с усадка и растрескивание под напряжением.
В зависимости от особенностей При обработке пластмассы усадка может произойти в течение 24 часов после покидает технологическую линию. Труба или трубопровод также могут подвергаться отжиг и другие пост-условия, которые могут повлиять на степень усадки.
Существует много разных способов труб и трубок. продукты, используемые для перемещения жидкостей, газов, твердых тел и т. д. Они могут быть имеют форму, служащую украшением, опорами безопасности и т. д.
Шаги по снижению затрат на переработку пластика трубы включают в себя:
1) Работайте так, чтобы минимизировать внешний диаметр (НД). и допуски на внутренний диаметр (ID);
2) Улучшение качества и свойств труб. путем изучения преимуществ использования ингредиентов и процедур смешивания;
3) Сократить время настройки за счет запуска. средства и системы автоматизации;
4) Развивать экономию электроэнергии расход за счет оптимизации экструдера; и
5) Использование эффективных штампов, охлаждающих баков, съемники и съемное оборудование.
Контроль допуска съемников имеет решающее значение для минимизации
Размеры наружного и внутреннего диаметра, особенно меньшие размеры трубок.
Очень небольшое изменение скорости съемника. могут существенно повлиять на их размеры и отходы пластмасс.
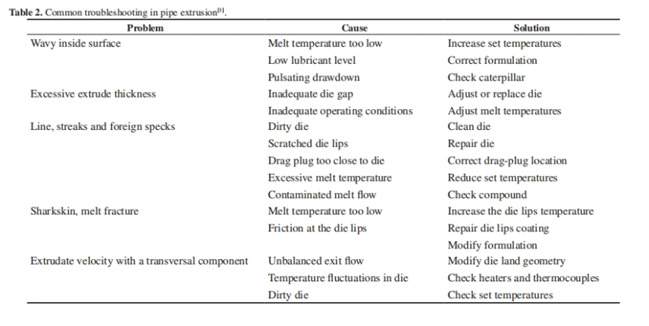
В таблице ниже показаны наиболее распространенные Устранение неполадок при экструзии труб.
Выше речь идет об экструзии труб. прогресс, надеясь оказать вам некоторую помощь. Если необходимо, добро пожаловать связаться с нами.
https://www.fangliextru.com/solid-wall-pipe-extrusion-line
https://www.fangliextru.com/special-use-pipe-extrusion-system
Отправить запрос


X
Мы используем файлы cookie, чтобы предложить вам лучший опыт просмотра, анализировать трафик сайта и персонализировать контент. Используя этот сайт, вы соглашаетесь на использование нами файлов cookie.
политика конфиденциальности