 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Оптимизация контроля температуры для удвоения эффективности процесса двухшнековой экструзии
Нинбо Фанли Технолоджи Лтд.этопроизводитель механического оборудованияс более чем 30-летним опытом работыоборудование для экструзии пластиковых труб, новое оборудование для защиты окружающей среды и новых материалов. С момента своего создания Fangli разрабатывалась с учетом требований пользователей. Благодаря постоянному совершенствованию, независимым исследованиям и разработкам в области основных технологий, а также освоению и освоению передовых технологий и других средств, мы разработалиЛиния экструзии труб ПВХ, Линия экструзии труб PP-R, Линия экструзии полиэтиленовых труб для водоснабжения и газоснабжения, который был рекомендован Министерством строительства Китая для замены импортной продукции. Мы получили титул «Первоклассный бренд в провинции Чжэцзян».
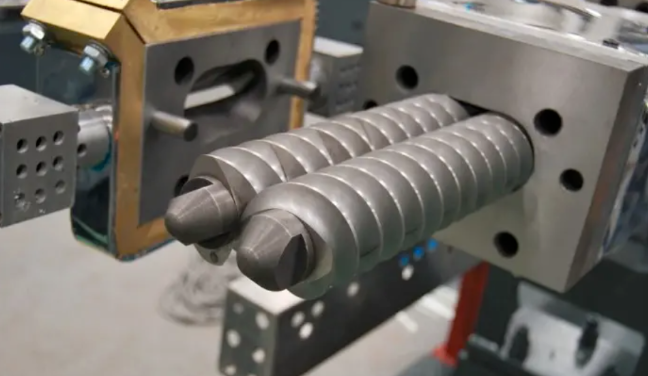
Двухшнековая экструзия – один из ключевых процессов переработки полимеров. Его стабильная работа и качество конечного продукта во многом зависят от точного управления процессом, в основе которого лежит контроль температуры.
Из-за сложности моделей оборудования, конфигураций шнеков и разнообразия материалов оптимальные параметры процесса часто определяются на основе многолетних экспериментов и накопленного опыта. Ниже приводится краткое описание нескольких ключевых температурных факторов в процессе двухшнековой экструзии.
01 Температура процесса экструзии
При определении температуры процесса экструзии необходимо учитывать множество факторов. Основное внимание уделяется самой высокой температуре плавления среди компонентов материала. Например, в маточной смеси полипропилена полипропиленовый носитель имеет самую высокую температуру плавления, составляющую 170°C, поэтому температура процесса для каждой зоны устанавливается около 170°C. Конечно, это может варьироваться в зависимости от метода нагрева; Температуры резистивного нагрева и электромагнитного индукционного нагрева различаются, причем последний обычно ниже.
Во-вторых, температура процесса зависит от размера оборудования и скорости производства. Более высокая производительность требует большего количества тепла для размягчения и плавления материала, что требует более высокой температуры процесса. Температура также рассчитывается сегментарно в зависимости от потребностей транспортировки и сдвига. Более высокая температура снижает вязкость материала и силу сдвига, а более низкая температура увеличивает вязкость и силу сдвига. При корректировке температуры процесса следует также учитывать другие физические свойства материала, такие как вязкость.
02 Температура питающего горла
Ключом к настройке температуры загрузочного отверстия является предотвращение прилипания материала к шнеку, что может помешать нормальной подаче. Чтобы обеспечить возможность раннего плавления материала для диспергирования при сдвиге, температура загрузочного отверстия должна быть как можно ближе к температуре плавления носителя, не вызывая прилипания. В некоторых рецептурах легкоплавкие добавки присутствуют в очень небольших количествах. Даже если они плавятся, они не оказывают существенного влияния на общую транспортировку материала, поэтому их влияние на температуру процесса минимально.
Однако некоторые составы содержат много низкомолекулярных материалов. Слегка повышенные температуры в сочетании с теплом, передаваемым из последующих зон нагрева через шнек, могут привести к преждевременному плавлению этих материалов в загрузочном отверстии, что приведет к прилипанию материала и сбою подачи. Поэтому при предпусковом прогреве в зоне питания необходимо поддерживать низкую температуру. Для поддержания такой низкой температуры может потребоваться активация охлаждения. В противном случае после запуска могут возникнуть проскальзывание винта и проблемы с подачей. Чтобы избежать аномалий при запуске, зачастую лучше сначала установить температуру традиционным способом, а затем снизить температуру зоны подачи после запуска.
03 Температура вентиляционного порта
Обычно температуру вентиляционного порта необходимо соответствующим образом снизить. Теоретически, чтобы предотвратить легкое вытекание расплава и возникновение утечки из вентиляционного отверстия, необходимо отрегулировать температуру как зоны до, так и после вентиляционного отверстия. Эта регулировка обеспечивает легкий поток материала вперед, но затрудняет его движение вверх и из вентиляционного отверстия. Однако в условиях стабильного, быстрого потока, хорошей дисперсии и низкого давления расплава специальная регулировка температуры выпускного отверстия может не потребоваться. Следовательно, многие операторы не обращают пристального внимания на этот параметр.
04 Температура секции смешивания
Секция смешивания является критически важным участком в двухшнековом производстве маточной смеси. Его контроль температуры связан с требованиями к сдвиговой силе. Его ключевой функцией является сдвиговое диспергирование пигментов, а сила сдвига тесно связана с температурой: чрезмерно высокая температура снижает вязкость расплава и силу сдвига. Соответствующая более низкая температура увеличивает вязкость, что приводит к лучшей дисперсии при сдвиге. Величина поперечной силы часто напрямую влияет на основной ток двигателя. Поэтому опытные операторы регулируют температуру процесса в этой зоне в зависимости от изменения тока основного двигателя.
05 ГоловкаТемпература
Расчет температуры фильерной головки: когда расплав поступает в фильерную головку и готовится к экструдированию для гранулирования (будь то гранулирование стренги, водяное кольцо или гранулирование под водой), температуру обычно необходимо соответствующим образом снизить. Тестирование позволяет определить температуру экструдата, отметив ее отличие от температуры расплава внутри цилиндра. Кроме того, при наличии устройства смены сит «на лету» продолжительность и успех процесса замены сит часто зависят от вязкости и скорости течения расплава, которыми можно управлять путем регулирования температуры фильерной головки.

Другие влияющие факторы помимо температуры
06 Регулирование скорости питателя
Управление скоростью питателя напрямую влияет на производительность. Во время стабильного производства скорость экструзии равна скорости подачи. Изменение скорости питателя изменяет производительность и одновременно влияет на процесс. Увеличение скорости подачи приводит к попаданию большего количества материала в шнек, что эффективно снижает температуру процесса; и наоборот, уменьшение скорости питателя эффективно повышает температуру процесса. Изменения скорости питателя также влияют на качество диспергирования продукта. Поэтому регулировку скорости питателя необходимо рассматривать комплексно, стремясь как к стабильному процессу производства маточной смеси, так и к обеспечению качества конечного продукта.
07 Скорость главного винта
Скорость основного винта — это скорость вращения винтов. При постоянной скорости подачи изменение скорости главного шнека лишь кратковременно влияет на скорость экструзии, прежде чем она постепенно возвращается к нормальной. Ключевая роль скорости шнека заключается в дисперсии сдвига, которая является еще одним критическим фактором для контроля качества продукции. Это требует координации между температурой и скоростью сдвига. Некоторые продукты требуют высокого сдвига, что требует более высоких скоростей шнека. Другие требуют низкого сдвига и более низких скоростей — конечно, достижение низкого сдвига может также включать корректировку температуры процесса. Каждая машина имеет ограничение максимальной скорости, которое необходимо соблюдать с соответствующим запасом прочности.
08 Давление расплава
Давление расплава обычно поддерживают ниже 1 МПа. Это связано с размером ячейки сита, эффективностью дисперсии пигмента, температурой плавления и вязкостью. Меньшая сетка сита, худшая дисперсия пигмента и более низкая вязкость расплава приводят к более высокому давлению; и наоборот, давление ниже. Давление расплава является комплексным отражением множества факторов; избегайте упрощенных или произвольных суждений, основанных только на этом. Однако он может служить полезным справочником для корректировки процесса и контроля состояния диспергирования продукта.
09 Конфигурация и замена пакета экранов
Пакеты сит выполняют такие функции, как фильтрация и увеличение сдвига, вызывая обратный поток расплава. Их следует конфигурировать и заменять в разумных пределах в соответствии с конкретными требованиями к продукту и качеству.
10. Экологическая направленностьДвухшнековые экструдеры
Ключевыми экологическими проблемами для двухшнековых экструдеров являются: во-первых, пыль в загрузочном канале; во-вторых, газы из вентиляционных отверстий и головки; и в-третьих, очистка охлаждающей воды. Следует приложить усилия для комплексного улавливания, фильтрации и сбора этих отходов для надлежащей утилизации.

Подводя итог, можно сказать, что температура — это основная переменная, которая действует на протяжении всего процесса двухшнековой экструзии. Он тесно связан с такими параметрами, как скорость подачи, скорость шнека и давление, которые в совокупности определяют плавление, транспортировку, диспергирование, вентиляцию и окончательное формование материала. Стабильный и высококачественный процесс экструзии зависит от точного и комплексного контроля температурной системы.
Если вам нужна дополнительная информация,Нинбо Фанли Технолоджи Лтд.приветствует ваш запрос. Мы предоставим профессиональное техническое руководство или предложения по закупке оборудования.
Отправить запрос


X
Мы используем файлы cookie, чтобы предложить вам лучший опыт просмотра, анализировать трафик сайта и персонализировать контент. Используя этот сайт, вы соглашаетесь на использование нами файлов cookie.
политика конфиденциальности