 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Введение в процесс экструзии труб, оборудование, дефекты качества и т. д.
Нинбо Фанли Технолоджи Лтд.этопроизводитель механического оборудованияс более чем 30-летним опытом работыоборудование для экструзии пластиковых труб,новое оборудование для защиты окружающей среды и новые материалы.С момента своего создания Fangli разрабатывалась с учетом требований пользователей. Благодаря постоянному совершенствованию, независимым исследованиям и разработкам в области основных технологий, а также освоению и освоению передовых технологий и других средств, мы разработалиЛиния экструзии труб ПВХ,Линия экструзии труб PP-R, Линия экструзии полиэтиленовых труб для водоснабжения и газоснабжения, который был рекомендован Министерством строительства Китая для замены импортной продукции. Мы получили титул «Первоклассный бренд в провинции Чжэцзян».
I. Ход процесса
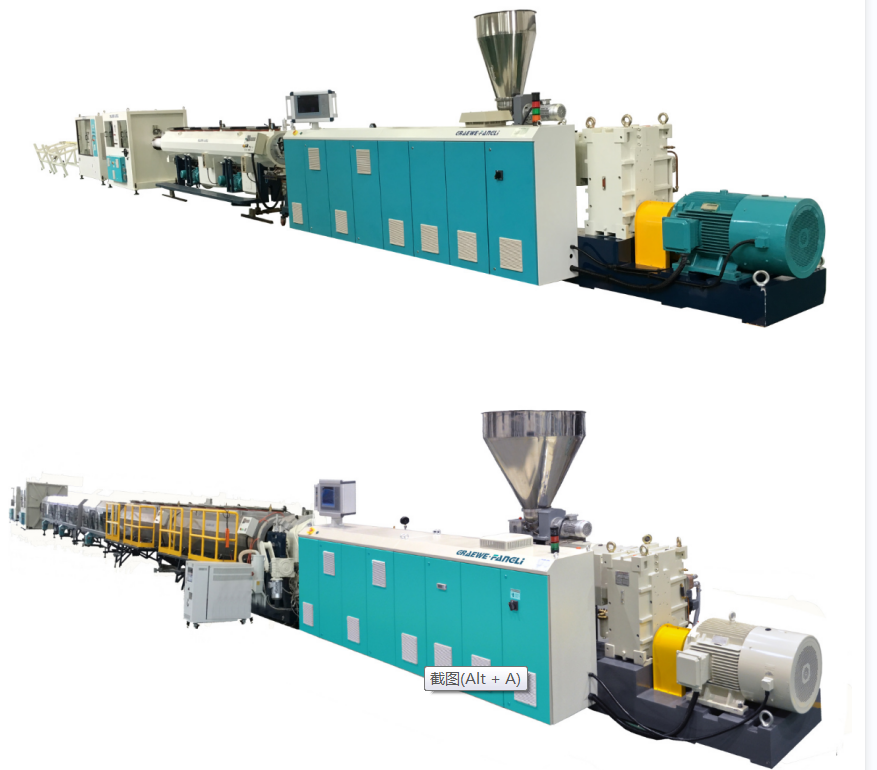
В настоящее время трубы ПВХ и ПО являются самой объемной продукцией как внутри страны, так и за рубежом.Рисунок 1показана технологическая схема производства труб из полиолефина (ПО). В матрицу с кольцевым зазором (2) пластик подается шнеком в виде равномерно пластифицированного расплава, выдавливая заготовку трубы. Он сразу поступает в калибровочный блок (3) для охлаждения и калибровки, а затем подвергается дальнейшему достаточному охлаждению в охлаждающем баке (4). Труба вытягивается с постоянной скоростью с помощью регулируемоготянущая единица(6)и, наконец, отрежьте до заданной длины резаком (7). Тонкостенные трубы диаметром менее 160 мм можно сматывать в рулоны с помощью намоточного устройства (9).

Рисунок 1. Принципиальная схема технологического процесса производства труб из ПО.
1 ---Экструдер; 2 ---Трубная матрица; 3 ---Калибровочная втулка;
4 ---Вакуумная калибровка Охлаждение; 5 ---Охлаждающий бак;
6---Вытяжной блок; 7---Резак;
8 --- Принтер; 9---Моталка
II. Процесс и оборудование
Для производства труб из ПОвысокопроизводительный одношнековый экструдерследует выбрать. В зоне подачи используется цилиндр с осевыми канавками. Соотношение длины винта к диаметру (L/D) составляет 30–33:1. Шнековая конструкция представляет собой двухступенчатую конструкцию с различной глубиной и шагом: в секции подачи шаг меньше диаметра шнека, а в плавильной и гомогенизирующей секциях шаг больше диаметра шнека. Для повышения эффективности перемешивания некоторые шнеки оснащены дополнительными элементами смесительной головки. Этот тип одношнекового экструдера обеспечивает относительно высокую производительность и хорошую пластификацию. Например, одношнековый экструдер с диаметром шнека 90 мм может достигать производительности, превышающей 600 кг/ч. Кроме того, при производстве труб из ПО, наполненных карбонатом кальция, сульфатом бария, древесной мукой или стекловолокном, обычно используются двухшнековые экструдеры с сонаправленным вращением.
Производство труб ПВХ принципиально аналогично производству труб ПО. Обычно используются конические или вращающиеся в противоположных направленияхпараллельные двухшнековые экструдеры, что позволяет осуществлять прямую экструзию порошковой сухой смеси. Их производительность варьируется от 10 кг/ч для труб малого диаметра до 1100 кг/ч для труб большого диаметра. Соотношение L/D винта увеличилось с прежних 18:1 до 25:1. Например,двухшнековый экструдерс диаметром шнека 90 мм можно достичь производительности, превышающей 300 кг/ч.
Как видно на рисунке 1, последующее оборудование для экструзии труб в основном состоит из резервуара для охлаждающей воды,тянущая единица, резак, моталкаили таблицу дампа.
Резервуар для охлаждающей воды
Когда труба выходит из блока калибровки и охлаждения, она не полностью охлаждается до комнатной температуры. Если не проводить дальнейшее охлаждение, температурный градиент, существующий в радиальном направлении стенки трубы, может привести к тому, что уже затвердевший внешний слой снова размягчится из-за повышения температуры, что приведет к деформации. С другой стороны, труба также должна выдерживать нагрузки от тянущего, режущего и наматывающего оборудования. Поэтому остаточное тепло необходимо удалять, охлаждая трубу до комнатной температуры. Методы охлаждения включают водяную баню и распылительное охлаждение. В резервуаре охлаждения с водяной баней уровень воды должен полностью покрывать трубу. Резервуар разделен на несколько отсеков. Впуск охлаждающей воды установлен в последней секции, в результате чего направление потока воды противоположно направлению экструзии трубы, создавая градиент температуры охлаждения. Это приводит к более постепенному охлаждению трубы и снижению внутреннего напряжения. Расстояние между резервуаром охлаждающей воды и блоком калибровки/охлаждения не должно превышать одну десятую общей длины охлаждения; в противном случае разница температур между внешней стенкой трубы и охлаждающей водой может чрезмерно увеличиться. Хотя метод водяной бани прост, разница температур между верхним и нижним слоями воды в резервуаре может вызвать неравномерное охлаждение и изгиб трубы. Кроме того, силы плавучести, действующие на трубу, могут легко вызвать деформацию, что делает этот метод особенно непригодным для охлаждения труб большого диаметра.
Функцияузел отвода трубЗадача состоит в том, чтобы обеспечить определенную скорость и усилие вытягивания уже откалиброванной и охлажденной трубы, преодолевая силу трения, создаваемую калибровочным устройством на трубе, тем самым вытягивая трубу с постоянной скоростью к намоточному или разгрузочному столу. Тяговое устройство является одним из ключевых элементов последующего оборудования при производстве труб и должно отвечать следующим требованиям.
(1)вывозСкорость должна иметь бесступенчатую и плавную регулировку, обеспечивающую постоянную скорость тяги. Нестабильная скорость вытягивания приведет к колебаниям диаметра трубы. Скорость вытягивания должна быть точно согласована со скоростью экструзии. Толщина стенки трубы регулируется путем регулирования скорости вытягивания: более медленная скорость вытягивания приводит к утолщению стенок, более высокая скорость приводит к более тонким стенкам. Выбор правильной скорости вытягивания является эффективным методом обеспечения соответствия размеров продукта. Современные конструкции позволяют достигать максимальной скорости вытягивания до 30 м/мин.
(2)КонстантавывозСила должна сохраняться без какого-либо явления «тяни-толкай», в противном случае это может привести к дефектам волнистости поверхности трубы. Также требуется достаточная сила отрыва. Требуемая сила отрыва увеличивается с увеличением площади контакта и радиального давления. Для труб малого и среднего диаметра сила отрыва обычно составляет 100–600 Н; для труб большого диаметра она обычно составляет 800–10 000 Н.
(3) Сила зажиматянущая единицаЗахват должен быть регулируемым и способным захватывать трубы различного диаметра, не вызывая повреждения или деформации поверхности. В настоящее время широкое распространение получили захваты гусеничного типа. Они состоят из 2–12 дорожек, равномерно расположенных вокруг трубы. Направляющие снабжены определенным количеством резиновых/пластмассовых зажимных блоков, в основном вогнутых или расположенных под углом для увеличения площади радиального давления на трубу. Регулировка усилия зажима осуществляется с помощью пневматического, гидравлического или ходового винта-гайки. Количество дорожек увеличивается с увеличением диаметра трубы.
После того как труба оттянута на определенную длину, ее необходимо обрезать по длине. Резцы бывают различных типов, подбираемых в зависимости от диаметра трубы и толщины стенки, типа материала, длины реза, качества реза, формы реза и т. д. Автоматические резаки гильотинного типа и дисковые радиальные пилы подходят для резки труб малого и среднего диаметра; планетарные автоматические ножницы подходят для труб большого диаметра. Получив команду резки, резак захватывает трубу зажимом и движется в направлении отвода трубы, завершая резку. После резки пневматический механизм возвращает его в исходное положение.
Моталка и разгрузочный стол. В бухты сматывают только трубы, не деформирующиеся при гибке, с помощью намоточной машины с автоматической резкой и разгрузкой. Линейная скорость намотки синхронизирована со скоростью экструзии и может плавно регулироваться. Когда скорость экструзии менее 2 м/мин, обычно используется намоточная машина с одной станцией; когда скорость экструзии превышает 2 м/мин, следует использовать намоточную машину с двумя или даже несколькими станциями.
III. Ключевые факторы контроля дефектов труб
В соответствии с порядком технологического процесса, показанным на рисунке 1, ниже перечислены ключевые факторы, связанные с устранением дефектов качества.
(1)Отдел кормления:Рецептура сырья; форма и размер сырья; метод окраски; метод сушки; смешивание перемолотого/переработанного материала; виды и дозировка добавок; охлаждающая способность горловины бункера.
(2)Экструдер: Диаметр винта; соотношение L/D винта; степень сжатия винта; тип винтовой конструкции; скорость винта; производительность вентиляции; винтовой контроль температуры; контроль нагрева и охлаждения ствола; температурные профили вдоль зон экструдера; крутящий момент экструдера; энергопотребление; адаптер; выбор температуры и контроль смены экрана; тип и спецификация экрана.
(3)умереть:Зазор матрицы; длина земельного участка; тип конструкции матрицы; форма канала потока; распределение расплава; установка и контроль температуры; давление головки штампа; контроль толщины стенок.
(4) Калибровка и охлаждение:Метод калибровки; размеры калибратора; уровень вакуума в вакуумной камере или давление и длина калибровочной трубки внутреннего давления; пломбирование системы калибровки; время калибровки; расход охлаждающей воды; температура охлаждающей воды; метод охлаждения.
(5)Резервуар для охлаждающей воды:метод охлаждения; разводка водопровода; расход охлаждающей воды; длина охлаждающего бака; температура охлаждающей воды; эффективность охлаждения труб.
(6)Вытяжной блок: Скорость отрыва и управляемость; калибровка силы тяги; сила зажима и контроль; количество дорожек и эффективная длина; твердость поверхности и форма прижимных блоков; контактная поверхность отрыва.
(7) Резак: Тип фрезы; профиль и материал зубьев пильного полотна; механизм сброса; сбор стружки и удаление пыли; контроль шума; настройка лимитной системы; зажимной механизм; система привода и мощность; автоматическая система режущего действия.
(8)Моталка и разгрузочный стол: Контроль напряжения; система команд обрезки длины; выбор намоточной станции; диаметр намотки; индикация действия сброса; линейная скорость намотки.
(9) Приложение:Условия автоматизированного производства:Измерение толщины стенок; контроль внешнего диаметра; весоизмерение и статистика производства; состояние работы шестеренного насоса расплава; система центрирования матрицы.
Если вам нужна дополнительная информация,Нинбо Фанли Технолоджи Лтд.приветствует вас для получения подробного запроса, мы предоставим вам профессиональное техническое руководство или предложения по закупке оборудования.
Отправить запрос


X
Мы используем файлы cookie, чтобы предложить вам лучший опыт просмотра, анализировать трафик сайта и персонализировать контент. Используя этот сайт, вы соглашаетесь на использование нами файлов cookie.
политика конфиденциальности