 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Технические проблемы и причины производства труб PPR
Нинбо Фанли Технологическая компания, ООО. этопроизводитель механического оборудованияпочти с 30 многолетний опытоборудование для экструзии пластиковых труб, новая экология защита и новые материалы оборудования. С момента своего создания компания Fangli была разработан на основе требований пользователя. Благодаря постоянному совершенствованию, независимому Исследования и разработки в области основных технологий, а также переваривания и усвоения передовых технологии и другие средства, которые мы разработалиЛиния экструзии труб ПВХ, ПП-Р линия экструзии труб, Линия экструзии полиэтиленовых труб для водоснабжения и газоснабжения, который был рекомендовано Министерством строительства Китая для замены импортных продукты. Мы получили титул «Первоклассный бренд в провинции Чжэцзян».
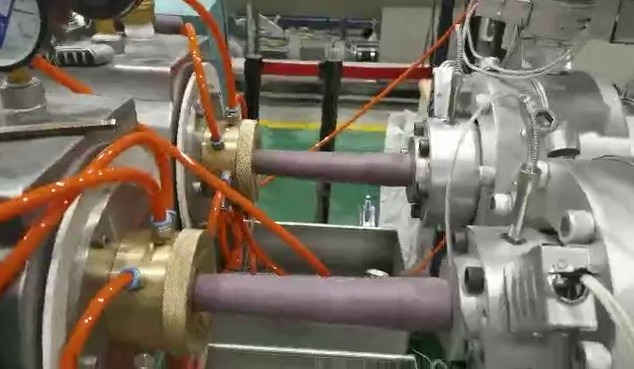
Впроизводство труб ППР,могут возникнуть некоторые проблемы. Ниже приведены некоторые распространенные проблемы и их причины.
|
НЕТ. |
Проблема |
Причины |
|
1 |
Неровности внутренней стенки трубы. |
1. Температура винта слишком высока. 2. Винт скорость вращения слишком высокая. |
|
2 |
Черные полосы на поверхности труб. |
1. Температура головки слишком высока. 2. фильтр не чистый. |
|
3 |
Пузырьки воздуха внутри трубы. |
Сырье влажное. |
|
4 |
Внезапно медленная выгрузка материала |
1. Высокая температура в зонах нагрева шнека. 2. Вода в экструдер; низкое давление в голове. 3. Низкий давление раствора в нос. |
|
5 |
Внутренняя стенка трубы шероховатая. |
1. Низкая температура оправки. 2. температура корпуса машины слишком низкая. 3. температура винта слишком высокая. |
|
6 |
Матовая поверхность трубы. |
Температура устья матрицы слишком низкая или слишком высокая. |
|
7 |
Поверхность трубы имеет морщины |
1. Температура вокруг устья матрицы составляет не очень хорошо распределены; 2. охлаждающая вода слишком горячая. 3. Перевозка скорость слишком медленная. |
|
8 |
Внутренняя стенка трубы треснула. |
1. Материал содержит примеси. 2. температура оправки слишком низкая. 3. температура корпуса машины низкая. 4. Перевозка скорость слишком высокая. |
|
9 |
На поверхности трубы имеются следы кокса. |
1. Температура корпуса машины или штампа слишком высока. 2. Кубик головка и фильтр не чистятся. 3. Там являются примесями в зерне. 4. Термическая стабильность сырья плохая или доза термостабильности слишком велика. слишком мало. 5. Контроль Измеритель температуры вышел из строя. |
|
10 |
Труба имеет большие продольные или поперечные усадка. |
1. Радиальная разница между внутренним диаметр калибровочной втулки и матрицы большой (поперечный). 2. Быстро скорость буксировки (продольная). |
|
11 |
Неравномерная толщина стенок |
1. Горловина матрицы и оправка не совмещены. 2. Неравномерность температура головы. 3. Нестабилен тяга. 4. Нестабилен сжатый воздух. |
Если вам нужна дополнительная информация, Нинбо Фанли. Technology Co., Ltd. приглашает вас связаться для подробного запроса, мы предоставим предоставить вам профессиональное техническое руководство или закупку оборудования предложения.
Отправить запрос


X
Мы используем файлы cookie, чтобы предложить вам лучший опыт просмотра, анализировать трафик сайта и персонализировать контент. Используя этот сайт, вы соглашаетесь на использование нами файлов cookie.
политика конфиденциальности