 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Каковы рабочие зоны двухшнекового экструдера?
Компания Ningbo Fangli Technology Co., Ltd.производитель механического оборудованияс почти 30-летним опытом работыоборудование для экструзии пластиковых труб, новое оборудование для защиты окружающей среды и новых материалов. С момента своего создания Fangli разрабатывалась с учетом требований пользователей. Благодаря постоянному совершенствованию, независимым исследованиям и разработкам в области основных технологий, а также освоению и освоению передовых технологий и других средств, мы разработалиЛиния экструзии труб ПВХ, Линия экструзии труб PP-R, Линия экструзии полиэтиленовых труб для водоснабжения и газоснабжения, который был рекомендован Министерством строительства Китая для замены импортной продукции. Мы получили титул «Первоклассный бренд в провинции Чжэцзян».
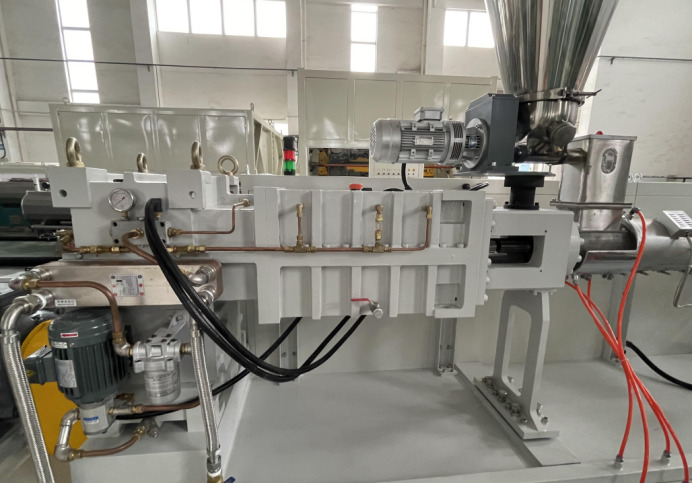
1. Входная зона
В основном здесь происходит всасывание, сжатие и транспортировка сырья. Если вы хотите придать продукту уникальные характеристики, вы можете добавить добавки на этом этапе. Смола подается в двухшнековый экструдер через бункер и в шнек через загрузочное отверстие. Затем шнек перемещает материал вперед. Мощность всасывания зависит от ряда факторов, включая скорость шнека и плотность смолы. Это также зависит от глубины канала и шага винта.
2. Зона плавления
Как только материал попадает в шнек, начинается процесс экструзии. Винт продолжает толкать смолу вперед. Когда это происходит, между материалом и стволом возникает трение, в результате чего смола плавится. Дополнительное тепло исходит от нагревателя под стволом. Это гарантирует полное расплавление смолы. По мере продвижения смолы глубина канала продолжает уменьшаться, тем самым увеличивая трение и давление в стволе.
3. Область измерения
«После того, как полимеры расплавлены, они выходят из экструдера через дробящую тарелку с ситом. Здесь же происходит плавление частиц, которые не плавятся в зоне плавления. Это обеспечивает однородность расплавленной смолы. Если вы хотите добиться пластичности однородность, вы можете контролировать количество сит и пористость сит.Давление здесь настолько велико, что расплавленный полимер может непрерывно экструдироваться и придавать форму.В этой секции происходит накачка воздуха, чтобы предотвратить разрушение пластиковых изделий.
4. Зона охлаждения
Пластиковое изделие перемещается в зону охлаждения, где охлаждается. Вы можете использовать два типа систем охлаждения. Существуют системы воздушного и водяного охлаждения. В зависимости от типа используемой системы охлаждения пластиковые изделия будут остывать медленно. Это позволяет пластиковым изделиям приобретать идеальные формы и придает им заслуженную привлекательность.
Если вам нужна дополнительная информация, компания Ningbo Fangli Technology Co., Ltd. приглашает вас связаться для подробного запроса, мы предоставим вам профессиональное техническое руководство или предложения по закупке оборудования.
Предыдущий:Как выбрать модель двухшнекового экструдера?
Отправить запрос


X
Мы используем файлы cookie, чтобы предложить вам лучший опыт просмотра, анализировать трафик сайта и персонализировать контент. Используя этот сайт, вы соглашаетесь на использование нами файлов cookie.
политика конфиденциальности