 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Шнек экструдера часто изнашивается? Вот основные причины!
Ningbo Fangli Technology Co., Ltd. является производителем механического оборудования с почти 30-летним опытом работы.оборудование для экструзии пластиковых труб, новое оборудование для защиты окружающей среды и новые материалы. С момента своего создания Fangli разрабатывалась с учетом требований пользователей. Благодаря постоянному совершенствованию, независимым исследованиям и разработкам в области основных технологий, а также освоению и освоению передовых технологий и других средств, мы разработалиЛиния экструзии труб ПВХ, Линия экструзии труб PP-R,Линия экструзии полиэтиленовых труб для водоснабжения/газа, который был рекомендован Министерством строительства Китая для замены импортной продукции. Мы получили титул «Первоклассный бренд в провинции Чжэцзян».
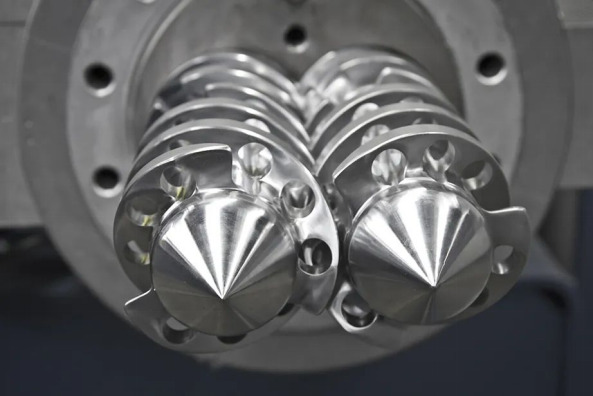
Винтэкструдерявляется основным оборудованием для формования и смешивания пластмасс. В реальном производственном процессе модификации смешивания шнек экструдера находится в суровой среде с высоким давлением и высокой температурой и испытывает большие силы трения и сдвига.
Благодаря особой рабочей среде шнек экструдера является местом трения не между металлом и металлом, а между металлом и полимером. Поэтому износ поверхности винта часто бывает серьезным.
Износ шнека увеличивает расстояние между шнеком и цилиндром, влияет на сжатие и срез шнека с материалом, приводит к снижению качества продукции. С другой стороны, частая замена изношенных винтов не только увеличивает стоимость, но и задерживает выполнение производственного плана, что приводит к снижению эффективности производства.
Как правило, шнек выбрасывается из-за длительного износа, а зазор между шнеком и цилиндром слишком велик, чтобы его можно было нормально выдавить. Однако бывают случаи, когда рабочее напряжение, вызванное неправильной конструкцией или эксплуатацией, превышает предел прочности и приводит к повреждению. Ниже приводится краткое описание причин износа экструзионного шнека:
1、Температура обработки
Каждый вид пластика имеет идеальный диапазон температур пластификации. Температуру обработки ствола следует контролировать, чтобы она была близка к этому температурному диапазону. Когда частицы пластика попадают в бочку из бункера, они сначала достигают секции подачи, и в секции подачи неизбежно возникает сухое трение. Когда эти пластмассы недостаточно нагреты и плавятся неравномерно, легко вызвать повышенный износ внутренней стенки ствола и поверхности шнека.
Уменьшение износа шнека и продление срока его службы позволит значительно снизить затраты на техническое обслуживание оборудования, обеспечить качество продукции и принести предприятию более высокую экономическую выгоду.

2、скорость
Скорость должна быть отрегулирована правильно. Потому что в некоторые пластики добавляют армирующие вещества, такие как стекловолокно, минералы или другие наполнители. Сила трения этих веществ о металлические материалы часто намного больше, чем у расплавленных пластмасс.
Если используется высокая скорость вращения, армированное волокно легко разорвать, одновременно увеличивая силу сдвига пластика. Порванное волокно содержит острые концы, что значительно увеличивает силу износа. Когда неорганические минералы скользят по металлической поверхности с высокой скоростью, их царапающий эффект невелик. Поэтому скорость не следует устанавливать слишком высоко.

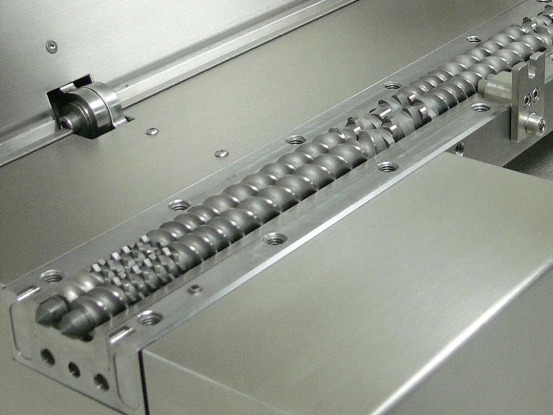
3、Зазор между винтом и стволом
Винт вращается в цилиндре, и трение между материалом и ними приводит к постепенному износу рабочей поверхности винта и цилиндра, диаметр шнека постепенно уменьшается, а диаметр внутреннего отверстия цилиндра постепенно увеличивается. Таким образом, зазор посадочного диаметра между винтом и цилиндром постепенно увеличивается по мере их постепенного износа.
Однако, поскольку сопротивление головки и распределительной пластины перед цилиндром не изменилось, это увеличивает поток утечки экструдируемого материала при его движении вперед, то есть увеличивается поток материала из зазора по диаметру в направлении подачи. В результате производство пластикового оборудования сократилось. Это явление также увеличивает время пребывания материалов в бочке, что приводит к разложению материала. В случае ПВХ газообразный хлористый водород, образующийся при разложении, усиливает коррозию шнека и цилиндра.

4、Неравномерная пластификация материалов или смешивание металлических посторонних примесей.
De flesta enstaka skruvar är högergänga, som skruvar och bultar som används i träbearbetning och maskiner. Om de ses bakifrån roterar de mot varandra eftersom de försöker skruva ut ur pipan så långt bak som de kan. I vissa
Выше приведены распространенные причины износа винтов. Я надеюсь, что благодаря вышеизложенному мы сможем лучше понять экструзионный шнек.
Уменьшение износа шнека и продление срока его службы позволит значительно снизить затраты на техническое обслуживание оборудования, обеспечить качество продукции и принести предприятию более высокую экономическую выгоду.
Если вам нужна дополнительная информация, компания Ningbo Fangli Technology Co., Ltd. приглашает вас обратиться для подробного запроса, мы предоставим вам профессиональное техническое руководство или предложения по закупке оборудования.
Предыдущий:Двузначный рост продаж итальянской техники
Отправить запрос


X
Мы используем файлы cookie, чтобы предложить вам лучший опыт просмотра, анализировать трафик сайта и персонализировать контент. Используя этот сайт, вы соглашаетесь на использование нами файлов cookie.
политика конфиденциальности