 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Виды пластиковых труб большого диаметра для морского строительства
Компания Ningbo Fangli Technology Co., Ltd., как производитель с почти 30-летним опытом производства оборудования для экструдерных линий, имеет большой опыт производства оборудования и может предоставить вам профессиональные технические рекомендации и предложения по закупке оборудования.
После десятилетий исследований существует два типа пластиковых труб большого диаметра для мировой морской техники.: sПрямые экструдированные трубы со сплошными стенками и трубы со спирально навитыми стенками.
1. LПрямая экструдированная труба со сплошными стенками большого диаметра
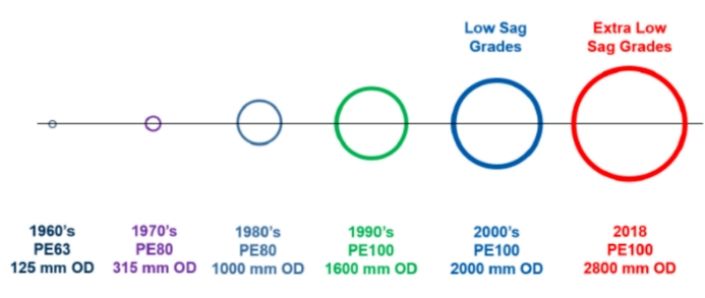
Термопластичная труба начинается с прямой экструзии сплошной стенки. Процесс заключается в расплавлении пластика и экструдировании его из кольцевой матрицы, а затем охлаждении для придания формы. Для большинства пластиковых труб малого и среднего диаметра используются прямые экструдированные трубы со сплошными стенками. Однако проблема экструзии толстостенных труб большого диаметра на раннем этапе не была решена. Причина в том, что расплавленная толстая стенка, выдавленная из головки толстостенной трубы большого диаметра, будет выглядеть «провисающей» под действием силы тяжести перед охлаждением и формованием, то есть расплавленная смола течет сверху вниз по окружности, образуя серьезную тонкую стенку вверху и толстую стенку внизу. Поэтому на начальном этапе методом прямой экструзии можно производить только тонкостенные пластиковые трубы большого диаметра. Применение ограничено тонкостенными трубами, такими как «трубопровод забора и дренажа морской воды», «трубопровод морского дренажа» и ремонтная облицовка, и не может применяться к напорным трубам, требующим небольшого соотношения толщины стенки и диаметра (SDR). В этом столетии мир провел множество исследований иeРазработка и производство пластиковых толстостенных труб большого диаметра. С одной стороны, сырьевые предприятия продолжают разрабатывать специальные смолы для труб с лучшими механическими свойствами и устойчивостью к провисанию. Смола для труб из полиэтилена высокой плотности была улучшена по сравнению сЧП63 до ПЭ80, ПЭ100,ЧП100-ЖК, а затем к «против провисания PE100» (LS) «супер против провисания PE100» (XLS). Распределение молекулярной массы смолы, предотвращающей провисание, можно регулировать для увеличения вязкости при низкой скорости сдвига. Другая задача – усовершенствовать процесс и оборудование для экструзии труб, например, внедрить инновационный процесс охлаждения после экструзии труб (увеличить внутреннее охлаждение и т. д.), а также постепенно увеличить в последние годы диапазон толщины стенок пластиковых труб большого диаметра.
Механическая конструкция прямых экструдированных цельностенных труб большого диаметра проста. Он имеет свои уникальные преимущества дляморской инженерия. Во-первых, он гибкий. Во-вторых, можно непрерывно производить сверхдлинные трубы длиной 100 метров (XXL) и транспортировать их на строительную площадку, плавая по поверхности воды. Одним из ограничений сплошных труб большого диаметра, полученных прямой экструзией, является то, что для достижения высокой жесткости необходима большая толщина стенок. Он применим только к трубопроводам низкого давления или без давления, требующим высокой кольцевой жесткости. Во-вторых, для этого требуется огромная и дорогая производственная линия, а для разных спецификаций требуются разные аксессуары. Поэтому он сконцентрирован на нескольких крупных предприятиях по производству пластиковых труб.
В настоящее время группа Pipelife является ведущим предприятием в области производства цельностенных труб прямого экструдирования большого диаметра для морской техники. В конце прошлого века она построила завод на побережье Стателле в Норвегии и завершила знаменитый проект по сбросу воды в море в Монпелье в 2004 году, в начале этого столетия. По статистическим данным, в Европе, Африке и Азии с 2006 по 2015 год Pipelife прошёл, в 27 странах Южной Америки реализовано 48 проектов по строительству пластиковых труб большого диаметра. В последние годы предприятием, активно развивающим пластиковые цельностенные трубы большого диаметра, является группа AGRU. Завод по производству труб XXL недавно построен в США. В последние годы несколько предприятий добились выдающихся достижений в разработке сплошных стенных труб прямого экструзии большого диаметра, например, UPI (Union Pipe Industry) в Объединенных Арабских Эмиратах,Firat в Турции, трубопроводы IPEX в Австралии и т. д.
2. спирально-навитая стеновая труба
Стеновая труба спирально-навитой конструкции представляет собой процесс формирования трубы путем намотки и взаимного сплавления экструдированных из расплава пластиковых профилей по спиральной линии. Цель состоит в том, чтобы избежать трудностей и ограничений, связанных с прямой экструзией труб большого диаметра. Пластиковые трубы большого диаметра могут быть изготовлены с помощью экструдеров меньшего размера и вспомогательного оборудования, а также могут быть сформированы различные структурные стенки для удовлетворения различных требований к прочности и жесткости.
После десятилетий исследований и конкуренции широко используются два типа труб со спирально навитыми стенками. В соответствии с китайскими национальными стандартами они делятся на структурные стеновые трубы типа А и структурные стеновые трубы типа B. Спирально навитая труба типа А обычно называется в Китае «трубой с двойной плоской полой стенкой», а спирально навитая труба типа B в Китае обычно называется «трубой Клара». В этой статье они будут называться «труба с двойной плоской полой стенкой» и «труба со структурной стенкой типа B».
А. двойная плоская полая труба
Двойная плоская полая труба была разработана компанией Uponor infra (входит в состав компании KWH) в Финляндии в 1980-х годах и называется weholite. Основной процесс заключается в выдавливании прямоугольной полой трубы с помощью экструдера, затем намотке ее на группу валов цилиндрических роликов, пока она остается гибкой и полурасплавленной, выдавливании расплавленного пластика между соседними прямоугольными полыми трубами, чтобы обеспечить их идеальное слияние друг с другом, и формирование трубы с конструкционной стенкой с прямыми стенками в середине внутренней и внешней плоскостей. Намотанная труба непрерывно выталкивается наружу. Внутренняя и внешняя поверхности двойной плоской полой трубы представляют собой гладкие цилиндрические поверхности, а продольное сечение представляет собой непрерывную полую конструкцию, поддерживаемую равномерно расположенными вертикальными стенками.
Преимущества двойной плоской полой трубы:
- LПластиковые трубы большого диаметра можно производить с помощью относительно легкого и экономичного оборудования и обеспечить высокую кольцевую жесткость. Подходит для дренажных трубопроводов без давления или низкого давления.
- TДлина одной секции непрерывно формованной трубы может достигать более десяти метров (стеновая труба с намоточной конструкцией типа Б ограничена длиной сердечника, обычно около 6 метров на секцию), что способствует снижению затрат на соединение секций трубы.
Недостатками двойной плоской полой трубы являются:
- TКонструкция с полыми стенками, образованная сплавлением однослойной прямоугольной полой трубы, имеет ограниченную способность выдерживать внутреннее давление трубы, поэтому она не подходит для трубопровода передачи воды с высоким давлением.
- BПоскольку конец трубы не является сплошной стенкой, стыковая сварка не допускается, а цилиндрическая поверхность неровная, раструбное соединение не допускается. Более надежный способ соединения – сварка плавлением по месту стыка переносным экструдером.
Теперь Uponor infra и предприятия, получившие лицензии на ее технологии (говорят, что их в мире более 10). Около 40 производственных линий) образуют сообщество обмена и сотрудничества, а некоторые международные предприятия самостоятельно разрабатывают аналогичные производственные процессы.
За 40 лет с момента своего создания двойные плоские полые трубы развивались в условиях жесткой конкуренции и доказали свои уникальные преимущества. В последние годы в морской инженерии было много успешных случаев, таких как:
- В 2009 году водозабор и водоотведениеCзапросGЭлектростанция Ольфе во Франции взялаDN2,200 мм СN4 210м дренаж DN2,400 840м
- В 2017 году система охлажденияDN /ИДЕНТИФИКАТОР2,700 мм 2,025 м от НгиSнаRнефтехимический проект нефтеперерабатывающего завода во Вьетнаме
- Iв 2020 году прокладка Ду 3,000 мм, 880 м. Двойная водопропускная труба из полиэтилена высокой плотности с 12 коробами из несущих стеновых панелей была использована для самой глубокой подземной трубопроводной сети в мире.
Б. структурная стеновая труба
Структурная стеновая труба B-типа представляет собой конструкционную стеновую трубку из полиолефина, полученную путем намотки и плавления, инициированной компанией Krah в Германии в 1980-х годах. Основной процесс заключается в наматывании по спирали многослойных термоплавких полиолефиновых лент и профилей на предварительно нагретый металлический стержень для формирования трубы с конструкционной стенкой. Обычно внутренняя стенка наматывается несколькими слоями ленты, образуя сплошной слой стенки и обеспечивающий необходимую прочность. Затем, в соответствии с требованиями к жесткости трубного кольца, материал круглой трубы из термоплавкого полиолефина наматывают наружу, чтобы сформировать внешний слой стенки структуры круглого ребра. Муфта для подключения изготавливается путем намотки сваркой и механической обработки на обоих концах трубы (в муфту заделана электронагревательная проволока), что позволяет реализовать гнездовое соединение электросваркой.
Этот процесс позволяет производить трубы большого диаметра с широким диапазоном характеристик и характеристик (прочность внутреннего давления и жесткость внешнего давления) с использованием относительно экономичного оборудования. Сообщается, что в настоящее время компания krah и предприятия, получившие ее технологическую лицензию, сформировали сообщество обмена и сотрудничества с более чем 50 компаниями по всему миру, а некоторые международные предприятия самостоятельно разрабатывают аналогичные производственные процессы.
Преимущества структурных стеновых труб типа B:
Комплекс оборудования, основанный на непрерывной экструзии расплава и наплавке намоток, оснащен колонковыми стволами и вспомогательным оборудованием различного диаметра, позволяющим производить различные трубы с различным внутренним диаметром, различной толщиной внутренней стенки (различная прочность сопротивления внутреннему давлению) и различными конструкциями внешних кольцевых ребер (различная жесткость сопротивления внешнему давлению). Таким образом, можно изготовить трубопровод передачи давления с требованиями к устойчивости к внутреннему давлению, а также можно изготовить нагнетательный трубопровод без требований к сопротивлению внутреннему давлению или с низкими требованиями и различными требованиями к жесткости сопротивления внешнему давлению. Он также может производить очень толстые трубчатые заготовки для резки трубной арматуры, например фланцев. Производственным предприятиям выгодно удовлетворить широкий спектр требований рынка при небольших инвестициях в оборудование;
Применяются все полиолефиновые пластмассы, обладающие коррозионной стойкостью, ударопрочностью, износостойкостью, легкостью плавления и малым удельным весом. Он особенно подходит для морской техники: он может плавать на поверхности моря или погружаться на морское дно и висеть под водой, добавляя бетонный груз или заливая раствор в полость несущей стены.
Раструбное соединение электросварки более удобно (особенно для труб большого диаметра, проложенных на дне канавы). Стыковая сварка также возможна для толстых внутренних сплошных стенок.
Гибкая конструкция конструкции: легко получить большой диаметр. В настоящее время максимальный диаметр достигает 4000 мм, что является основной частью пластиковых труб диаметром более 2000 мм в мире; Трубу с большой толщиной стенки легко изготовить, и фактически нет никаких ограничений на стенку трубы; Также легко добиться большой кольцевой жесткости, и его можно наматывать и сваривать в многослойные несущие стены.
Недостатками конструкционной стеновой трубы типа Б являются:
Его можно производить только секциями, что ограничено длиной колонкового ствола. Длина каждой секции обычно составляет 6 метров, поэтому нагрузка на подключение большая.
Krah, основатель структурных стеновых труб типа B, с одной стороны, всегда постоянно исследовал, развивал и модернизировал, а с другой - уделял внимание развитию рынка и сотрудничеству. Например, после многих лет исследований и разработок был принят полиэтиленовый материал, армированный стекловолокном, и было продемонстрировано, что разработанный полиэтиленовый материал с коротким стекловолокном PE-GF имеет рейтинг Mrs = 18 МПа (в 1,8 раза больше, чем у PE100) и вошел в стандарты ASTM и DIN.
Кра много сделал для развития применения морской техники. С одной стороны, он проводил технические исследования, публиковал монографии и обменивался информацией. С другой стороны, он постоянно публиковал и представлял случаи успешного применения пластиковых труб большого диаметра в морской технике в различных странах.Такой как:
- производственное предприятие dn3000 3900м проекта сброса в море Лимы в Перу в 2013 году; Соглашение о покупке электроэнергии в Испании и соглашение о крае
- в 2014 году морская вода в Объединенных Арабских Эмиратах была сброшена на предприятия по производству ПП-Б ТМ 2000 мм 36 км и 3000 мм 22 км:УПИ-2015 Слив в порту Стокгольм в Швеции: Ду 3400, общая толщина стенки 180 мм, 135 м, производственное предприятие Германия Hengze Co., Ltd.
- Проект водозабора в Аргентине, 2018 г.: пластиковая труба самого большого практического диаметра в мире DN 3600, 10 бар, SD R17, толщина стенки 220 мм. Производственные предприятия: Кара Америка Латинская Америка
Отправить запрос


X
Мы используем файлы cookie, чтобы предложить вам лучший опыт просмотра, анализировать трафик сайта и персонализировать контент. Используя этот сайт, вы соглашаетесь на использование нами файлов cookie.
политика конфиденциальности